|
钢桶桶身与顶和底间的卷合(1)
徐国兴
钢桶是在圆筒状桶身的两端分别卷合圆板状的桶顶和桶底而形成的。桶身与桶顶桶底的卷合 是先在桶身的两端及桶顶底的周边分别制成法兰,再将这两种法兰重合,采用多重卷边接缝的方法实现的,在卷边接缝工序中填人密封胶或在卷边接缝工序前在桶顶 底法兰面上涂敷上密封胶,防止桶内所装物从卷边接合部漏出。
卷边接缝部的卷边接缝首先是将盘状的桶顶或桶底分别 嵌入桶身,其两端具有与桶身呈直角法兰,并且将卷边接缝夹紧装置嵌入桶顶和桶底中,使桶身与桶顶桶底保持定位和转动,接着使桶身及桶顶桶底的法兰边缘部插 人成型辊的成型槽中使其处于被弯曲的状态下,由于成型辊的挤压,法兰的边缘部被引入卷边辊成型槽的侧面及底而,并被卷边接缝,然后由整型挤压辊进行整型成 为卷边。
钢桶卷边的结构及密封程度左右着钢桶的质量。由于卷 边的接缝部分处于桶外端部,所以钢桶的竖起,倒下或移动搬运中发生的碰撞容易使它产生变形、松动,龟裂等现象,从而产生泄漏。因此,为防止泄漏,各国钢桶 行业提出了很多的卷边结构、卷边方法或卷边装置,并且正在或已经在实施中。
关于卷边的结构,有美国专利3736893及3987927等。
美国专利3736893的卷边接缝部是把桶身及桶顶 和底的法兰重合,卷入形成螺旋状,截面成为圆形。这样形成了卷边接缝部的截面因为呈圆形,半径方向上就产生很大的惯性力矩,因此,被压时在半径方向上能得 到很大的强度。但卷边接缝部中桶身与顶和底的法兰层之间的贴紧,是单单只靠卷入来维持的,并且,在卷边接缝部的中心部形成比较大的空隙,这就需要封入与其 空隙相适应的填充料,以确保其密封性。因此,在导致成本增加的同时,可能还会引起由于密封胶与桶内所装物的接触而产生密封胶的与所装物反应,被所装物溶解 或所装物被污染等危险性。
美国专利3987927的卷边接缝部,其顶部(最初 的折叠部分)的曲率半径做得比较小,使卷边接缝部截面呈蛋形或椭圆形。由于曲率半径做得很小而引起的加工硬化,提高了顶部的强度。但是,这有可能给顶部带 来过度的变形而发生龟裂,并且,在最终的卷边接缝工序中,由于没有对卷边接缝部分加上强压,故在卷边接合中央部的层间贴紧程度,不如加上了强压的。然而, 如为了加强卷边接缝中央部的层间贴紧程度而作过度的强压加工,则会由于加工过度硬化而产生裂纹等问题。
钢桶的制造,特别是卷边夕产及其装置,必须即容易,又确实保证卷边的密封强度及结构强度。近年来,用薄钢板制作的钢桶日益增长。在这样的钢桶中,为了提高卷边接合的强度,更需广泛采用三重卷边的。
本文所说的是一种钢桶桶身与桶顶和桶底的卷缝工艺及其装备。用此装备及工艺制造的钢桶,它的卷边具有优秀的密封性和强度。并且,只要用极少量的费用对现有的设备进行改造就行。
钢桶卷边的截面形状应接近半椭圆或半圆,并且应使其顶部的外侧面呈弧状,在顶面上有较大的曲率半径。这样即使顶部受到冲击也能缓和其应力集中。
详细的说,卷边的截面形状应是整体带有圆形的呈大约 纵长的长方形。因此,桶身法兰及桶顶和桶底法兰与桶身平行接触,并且,用端部弯曲整型挤压辊,将其中央部分沿着桶身的半径方向进行强烈的挤压使没受到挤压 的顶部向外方伸出的同时,也消灭了两法兰间存在的若干空隙,使两法兰间呈紧密的金属接触,提高了卷边接缝部的强度及密封性。由于挤压,其它剩余空隙显著变 小,所以只要用少量的填充料就能充分确保卷边接缝部的密封性。
通过挤压,桶身与顶和底法兰呈金属接触,填充料与容 器内装物的接触可能性大大下降,因此,能防止或大大减轻由于填充料与所装物接触所产生的问题。所以,挤压成为了必要的操作。而且,挤压力应集冲在卷边接缝 部外伸的中部上,这样才能使桶身法兰与顶和底的法兰之间所存在的若干空隙消失,使两者更紧密地接触。
卷边接缝部的损伤分为剥落与龟裂。卷边接缝部所产生的漏泄是因为卷边接缝部的剥落而引挚的松弛或是因为卷边接缝部的一地方产生了龟裂而引起的。因此所谓卷边接缝部的强度是指相对于由于剥落而产生的松驰及相对于龟裂这两现象的阻抗力。
在卷边接缝部的中央部所加上的挤压,在使该卷边接合部所剩的空隙变得极小的同时,形成了一个具有对抗松弛的并牢固地啮合了的卷边接缝部。
为了防止卷边接缝部的松弛而在对卷边接缝部整体上挤 压时,有时卷边接缝部会有龟裂产生,这是受到过剩的加工硬化外力而产生的。这大多位于卷边接缝部的顶部或底部的筒侧,因此,最理想的是只对卷边接缝部的中 央部施压,并且对使用的钢材进行适当的选择。另外,受到外力冲击最多的冲击力最大的是卷边接合部的顶部,与此相比,卷边接缝部底部所受的冲击机会要少,冲 击力也小得多。因此如钢材经过适当选择后,对卷边接缝部的底部与中央部同时进行挤压也无妨。
在本文所述的钢桶卷缝设备中,端部弯曲整型挤压辊的成型槽的第1角部特设了含有比顶和底的厚度要小的二种不同圆弧组成的槽(以下称凹部),将顶和底法兰的尖端部,在离开桶身法兰的尖端位置上,弯曲成V形。通过该端部弯曲,桶身及顶和底法兰就能容易地被卷成三重。
对桶身及顶和底法兰的端部弯曲及卷边接缝部的挤压成型,均采用端部弯曲整型挤压辊进行,所以,没有必要再另外准备端部弯曲或挤压的另外各种专用辊。因此,在二个阶段的操作阶段中能有效地使用一个辊,使得制作设备简化并提高作业效率。
在端部弯整型辊的成型槽中,第1角部上设有截面形状 为二个曲线的弓形凹部。顶和底法兰的尖端部沿着该凹部的二个曲线中的最初的曲线,先通过较大曲率半径(板厚的2.0—2.5倍程度)的凹部,然后再通过较 小曲率半径(板厚的0. i~i.o倍程度)的凹部,通过第二个凹部时,以90度到150度之间的角度(理想角度是120度到140度之间)进行端部弯曲。接着,端部弯曲整型挤压 辊停止动作。在待机的同时,卷边辊开始对法兰部进行滚轧。卷边辊的成型槽其截面形状大致呈螺旋状,所以顶和底的法兰部会合理地局部地不受过度加工地继续形 成螺旋状的卷入部,直至碰到桶身法兰。这时,顶和底法兰的尖端部的弯角为280度以上。第一周的螺旋卷状在形成后,顺次由卷边辊完成三重卷(7层卷)边, 在卷边接缝部的中央,各法兰端部处于不结合状态。
在那里卷边辊停止,后退。同时,端部弯曲整型挤压辊将卷边接缝部挤压成型端部弯曲整型挤压辊成型槽的凹部对卷边卷缝部的伸出部进行整型,而端部弯曲整型挤压辊中央三娟蘚缝部的中央部使其成型。另外,还对卷边接缝部的突出部的形状进行整型。
下面,参照图例进行说明。
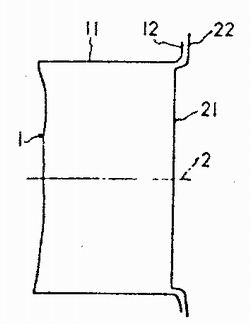
第1图是在桶身上嵌入了顶和底状态时的简略截面图。
表示在卷边接缝工序的前阶段,圆筒状桶身11上嵌入盆状的顶和底21了的状态。如图所示那样,桶身11的两端部,相对于筒轴2呈直角向外方弯曲,形成法兰120并且,顶和底21的周边部分也沿着桶身法兰12向外弯曲,形成法兰22。
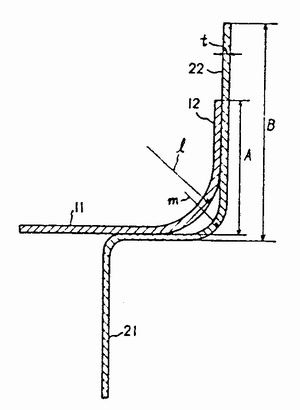
第2图是桶身与顶和底的法兰部(即第1图所述的法兰12、22的部分)的放大截面图。
如图所示,12、22的基部被弯成r为L、m的曲率半径,并且顶和底21的法兰22比桶身1 1的法兰要做得长。法兰的长度A、B必须是卷边接合部可卷成三重的长度。法兰基部的r(曲率半径)的尺寸L、m要能适合法兰12、22顺利地进入卷边辊的成型槽中,并能弯曲成型。
根据经验,如下的尺寸是合适的:
L=( 10-16)×t
m=(5~10)×t
其中,t是板厚。
卷边接缝夹紧装置嵌入桶身与顶和底并保持定位,由卷边辊进行卷边接缝。
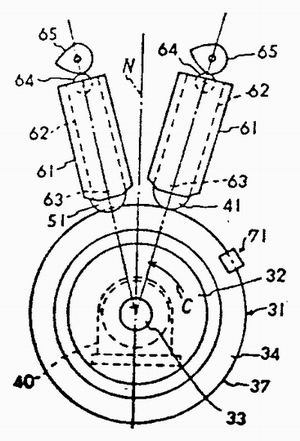
第3图是卷边接缝装置的正面图。卷边接缝夹紧装置31被装在基板32上,与基板32成一体,由驱动轴33带动,沿着箭头c方向被带着转动。并且,卷边接缝夹紧装置31被嵌入顶和底21的凹部,桶身11与顶和底21通过卷边接缝夹紧装置31来保持定位。
与卷边接缝夹紧装置31接近处设有卷边辊41及端部 弯曲整型挤压辊51,两辊41、51沿着圆周方向,分别与垂直的中心线N相隔适当的间距(例如15度夹角)排列着。两辊41、51由套管所引导,在能升降 的下压部件62的下部,由轴63支撑着,转动自如,通过桶身及顶和底的卷边接缝部分,随着卷边接缝夹紧装置31的转动而从动转动。升降部件62的顶部被装 有能自如的转动的触头辊64,该触头辊64与凸轮65相接触。通过凸轮65的转动,下压部件62就随着升降,卷边辊41及端部弯曲整型挤压辊51就在卷边 接缝夹紧装置31的半径方向上运动。
与卷边接缝夹紧装置31相邻设有导向装置7 1。导向装置71与卷边辊41以顺时针方向隔开适当的间隔(例如呈45度夹角)而放置着。导向装置71通过设在这里的导辊(没有图示)起着将桶身及顶和底法兰正确地导入的端部弯曲整型挤压辊51及卷边辊41的成型槽中的作用。
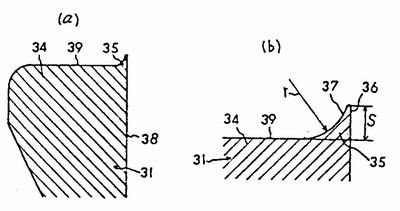
第4图是卷边接缝夹紧装置的剖面图。
如图所示,卷边接缝夹紧装置31的圆筒成型部34上 设有截面形状几乎为三角形的圆角35,圆角35,圆35的一个面36是沿着基准面38延伸的,对应于卷边辊41的导入侧面48(见第五图)。并且圆角35 的另外一个面呈圆角斜面下面称圆角斜面37),当卷边辊41与卷边接缝夹紧装置31接近时,对着如第5图所示卷边辊的成形槽42的出侧角46。
圆角斜面37是一个凹曲面(轮廓线为1/4的圆弧)其曲率半径r及上升高度S的理想状态为:
r≥1.5t
s=(1.0-3.5)t
其中,t为板厚
如果使用具有这样成形面的卷边接缝夹紧装置,卷边接 缝部的内缘角会平滑地被弯曲,没有棱角,并能得到牢固紧密的卷边接合部,,但是,在使用卷边接缝夹紧装置时不一定必须圆角。卷边辊41是在桶身1 1及顶和底2 1的法兰12、22重迭时状态中进行弯曲成型和卷边接缝动作的。
|

