|
钢桶桶身与顶和底间的卷合(2)
徐国兴
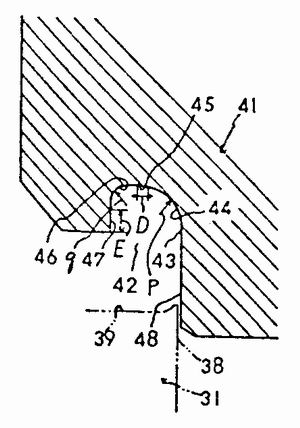
第5图是卷边辊41的截面图。
卷边辊41沿着圆周有成形槽42。成形槽42几乎呈 D型,朝着卷边接缝夹紧装置31的成形面39开口。从成型槽42的进入侧面43(法兰进入的一侧,图面来说是右侧面)到第1角部44的截面几乎呈四分之一 的圆弧。槽底45与第1角部44相连,呈直线形状。与槽底相连的第2角部46的曲率半径小于第1角部44的曲率半径,也呈1/4圆弧。与第2角部46连加 的出口侧侧面47呈直线形状。导入面48由进入侧侧面43向下方延伸,对进入到成型槽42来的法兰12、22进行引导。
为了要形成良好的形状,紧密的卷边接缝部,成形槽42必须符合下列的值:
第1角部的曲率半径P=(3.0-6.0)t
第2角部的曲率半径q=(1.5-4.5)t
槽底直线部的长度D=(0.0-3.0)t
出口侧面的长度E=(1.5-4.0)t
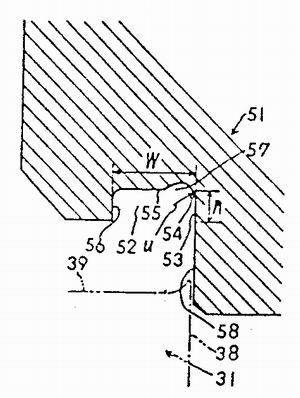
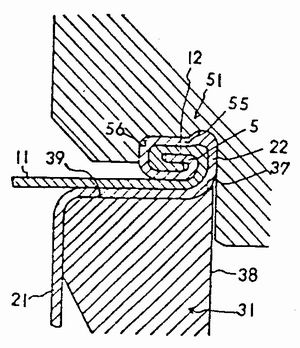
端部弯曲整型挤压辊51将由卷边辊41卷边接缝了的卷边接缝部按所需的形状进行整型,进一步挤压中央部,使卷边接缝部更紧密。
第6图是端部弯曲整型挤压辊的截面图它能将卷边接缝 部的截面形状整形成几乎呈长方形。端部弯曲整型挤压辊51沿着圆周方向设有成形槽52,它几乎呈长方形,向着卷边接缝夹紧装置31的成形面39开有口子。 成型槽52的第1角54及第2角56几乎呈1/4圆弧。并且,成型槽52的深度n是卷边接合部厚度的1/2,而它的宽度W则与卷边接合部的高度相同。
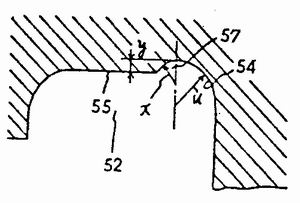
第7图是第6图所示的端部弯曲整型挤压辊成形槽的放大图。成型槽52上第1角部54处设有截面形状做成弓形的凹部570如图所示的那样,它分别与第1角和第2角平滑过度连接。第1角54呈大致1/4圆弧(半径u),第2角呈半径为X的大致1/6圆弧;凹部57的深度为Y。
各部分的适当尺寸如下:
第1角部的曲率半径u=(2.0—2.5)t
第2角部的曲率半径X=(O.1—l.O)t
深度y=0.5t
另外,引导面58从成形槽52的进入侧面53向下方延伸,引导面58对进入到成型槽52中来的经过卷边接缝了的法兰进行引导。
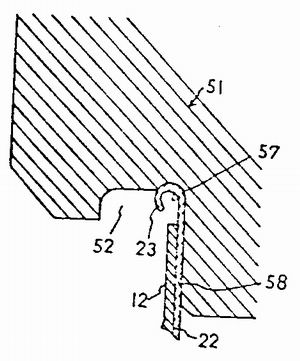
第8图是端部弯曲过程的说明图。
首先,如图所示,用端部弯曲整型挤压辊51,对顶底 法兰22的尖端部23进行端部弯曲。端部弯曲整型挤压辊51朝着卷边接缝夹紧装置31向下运动,夹紧装置的圆筒状成形部39被嵌入,而由卷边接缝夹紧装置 31保持定位了的顶和底21的法兰尖端部23由端部弯曲整型挤压辊的引导面58所引导进入到成型槽52中。并且,如图所示,在沿着成形槽52的凹部57的 底面行进过程中,法兰端部23被弯曲凹部57及其第1角和第2角的曲率半径相适应的小于90度圆弧状。
在端部弯曲工序之前或之后,在桶身11的法兰尖端13的附近处有填充料供给。
端部弯曲结束时,端部弯曲整型挤压辊51就在该位置上待命,卷边辊41向下运动,桶身法兰12及顶和底法兰22被卷入。
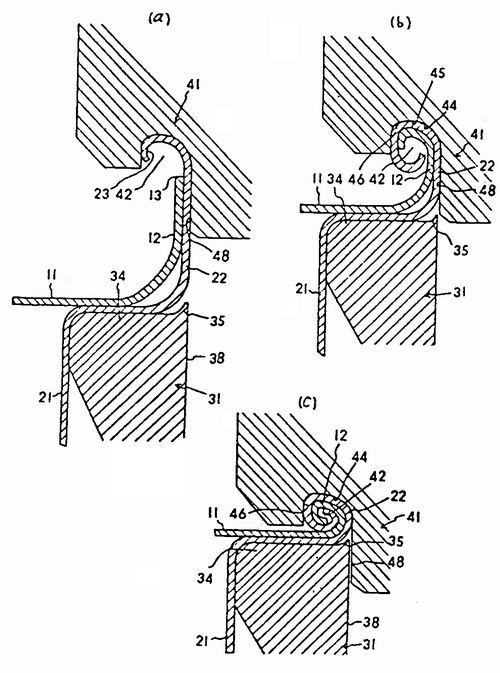
第9图(a),第9(b),第9图(c)分别表示卷边接缝的初级阶段、中间阶段,结束阶段。
卷边辊41朝着卷边接缝夹紧装置31往下运动,法兰12、22沿着引导面48进入成型槽420法兰12、22被沿着第1角部44弯曲,通过直线状的槽底45后到达第2角部46。由此,被第1角部事先弯曲了的法兰12、22被弯曲成具有更大曲率半径的卷曲状。
这样,法兰12、22在成形槽42中因为被用大小两个曲率半径。经过两个阶段的弯曲加工,所以弯曲变形进行得很平滑,法兰1 2;22的卷入作用很大,并且弯曲时没有产生过大的变形应力。
第10图是经过挤压整型工序加工的卷边接合部的截面形状。
—旦第9图(c)所示的卷边接缝部5形成,卷边辊 41就开始后退(上升),端部弯曲整型挤压辊51就降下来。卷边接缝部的外半部(从第10图来讲就是上半部)进人长方形的成型槽52的槽底55,在朝着卷 边接合部的厚度方向被挤压的同时,还朝着圆角斜面37与成,,嗡卷边接缝部5的对角线方向挤压,因此卷边接缝部5被按所需形状正确地、并且更紧密地挤压成 钢桶的卷边接缝。两法兰间所存在的若干空隙被挤压所消灭使得金属之间直接紧密接触。
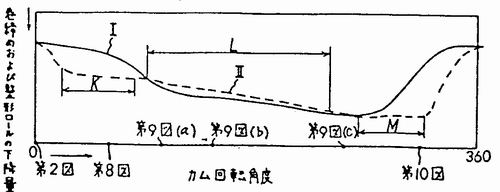
第11图表示使上述的卷边接缝形成时使端部弯曲整型挤压辊和卷边辊升降的凸轮转动角与这些辊的下降量之间的关系。
图中,曲线I、曲线II分别表示卷边辊、端部弯曲整型挤压辊。区间K、区间L、区间M分别表示端部弯曲工序、卷入工序及整型工序。
如图所示,由于凸轮的转动,首先使端部弯曲整型挤压 辊(比卷边辊先)朝着卷边接缝夹紧装置的成型面下降,进行顶和底的法兰尖端部的端部弯曲;接着,卷边辊下降,进行桶身及顶和底的法兰卷边接缝;最后,使端 部弯曲整型挤压辊下降(实际上是使卷边辊上升,复归到原来的位置)进行卷边绍韃部的整型。图中所记载着的第2图、第8图、第9图(a)、(b)、(c)及 第10图等表示与凸轮转动角度相应的成型阶段的这些图。
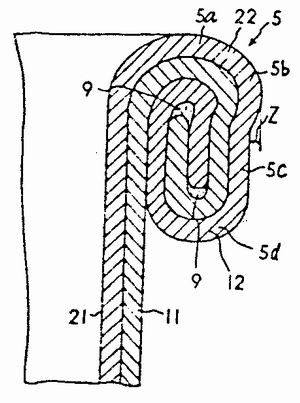
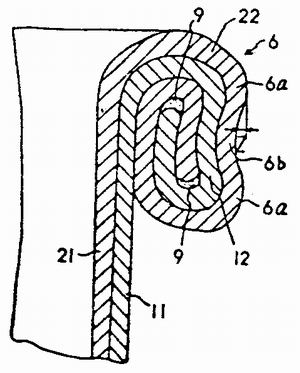
第12图是经过卷边接缝了的卷边接合部5的放大截面图。
顶部5a是第6图及第10图所示的在端部弯曲整型辊 51的成型槽52的入口侧处被整形了的部分。截面形状几乎呈半椭圆。伸出部5b是被在整形时受端部弯曲整型挤压辊51的成型槽52中所设的凹部57的挤压 溢出的部分。相对于中央部5c来说,伸出部5b的伸出量I为板厚的大约1/2较为适当。中央部5c由于被端部弯曲整型挤压辊51的成型槽52的槽底的平坦 部所挤压。所以桶身法兰12及顶和底法兰22与桶身是平行的。中央部5c沿着桶身的半径方向被强烈地挤压,所以在该部分中,法兰12、22互相呈直接的金 属接触。填充料9分布在桶身法兰12及顶和底法兰22的尖端,被两法兰的弯曲部分相互分离,卷边接合部5的底部5d比顶部5a的截面小,与顶部5a几乎呈 同样的形状。
第13图是顶部弯曲整型挤压辊成型槽的其它例。
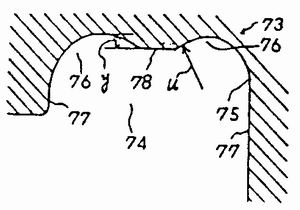
第14图表示由第13图所示的成型槽成型了的卷边接 缝部的截面放大图。该例的端部弯曲整型挤压辊73的成型槽74的进入侧及出口侧分别设有形状、大小分别相同的弓形凹部76。角部75的半径u及凹部76的 深度y分别与第7图所示的几乎完全相同,直线部77与凹部76几乎呈1乃圆弧连接。凹部76与凹部76之间的底面为直线部780由上述端部弯曲整型挤压辊 73成型了的卷边接合部(1,在顶部与底部的外侧分别形成伸出部6a。伸出量Z与第12图所示的几乎一样。伸出部6a与6a之间的中央部6b被进行强烈的 挤压为凹状。
该卷边接缝部6在被进行整型挤压时,由于端部弯曲整 型挤压辊73的挤压都集中在中央部6b处,所以卷边接鋒部6的顶部及下部没受到过度的加工。因此,与第12图所示的卷边接缝部相比,该卷边接缝部6的底部 加工硬度小,在容器中使用时,卷边接缝部即使受到碰撞而发生变形,产生裂缝的危险也较小。
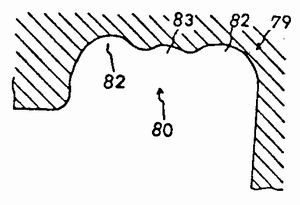
第15图表示端部弯曲整挤压辊成型槽的更其它的例子。
该例的端部弯曲整型挤压辊79的成型槽80的进入侧及出来侧分别设有形状、大小都相同凹部820凹部82与82之间由呈圆弧状的凹部83连接。由该端部弯曲整型挤压辊79所成形的卷边接缝部其如第14图的中央部6b形成了小波浪的形状。
各图中所列数字的意义:
1-钢桶;
5、6、7-卷边接缝部;
5a、6a -伸出部;
9-填充料;
11-桶身;
12 -桶身法兰;
21-顶和底;
22 -顶和底法兰;
31-卷边接缝夹紧装置;
34 -成型部;
35 -圆角;
37 -圆角斜面;
41-卷边辊;
42 -成型槽;
51-端部弯曲整型挤压辊;
52、74、80 -成型槽;
57、76、82 -凹部 |

