|
谈钢桶的表面处理(1)
徐国兴
“钢桶,特别是冷轧板制成的钢桶,在涂漆之前,前处理与否,油漆附着力可相差数百 倍”。这是中日合资帕卡濑精(Parkv Rizing)有限公司日方技术人员,在上海商检局组织的“钢桶脱脂、磷化业务洽谈现场操作”会议上表述的论点。笔者认为,这不是为了商业需要的夸大。试 想,质量再高,附着力再强的油漆,涂在一层防锈油上,怎么会牢固呢?与涂‘在具有良疑枣处理表面的钢桶上相比,附着力怎能不相差数百倍呢!我们用冷轧板制 成的钢桶,未经表面处理涂上了油漆,装运时绳子一拉,油漆拉下一片,就是明显的例子。
有人说,在热轧板制成的钢桶上,油漆附着力是很好 的。的确,热轧板制成的钢桶表面具有较好的粗糙度,且由热轧高温形成的氧化皮与基磷尊合牢固,所以在一段不长的时间内,在未经表面处理的热轧板制成的钢桶 上,油漆附着力确实不错。请注意!这只是在一段不长的时间内。钢桶厂的人都知道,热轧板制成的钢桶未经表面处理外放置一段时间,就开始出现油漆剥落,锈迹 斑斑的现象。这就是没经过表面处理的结果。相比之下,经表面处理的钢桶就是用旧了,碰破了,却不生锈,油漆也不脱落。国外的钢桶厂表面处理车间的面积要占 到全厂面积的三分之二左右,可见其对前处理的重视程度。
在国内外市场变幻莫测的今天,争夺市场已成为余球厂 商最关注的焦点。然而,争夺市场,要靠一流的产品,一流的质量,一流的包装。对钢桶来说,它是别的产品的包装,而涂漆c不管是内涂,还是外涂,则是包装的 包装。它是直观的第一印象,也是保护钢桶不受锈蚀,延长使用寿命,保证内装物品质关键。所以,一定要重视钢桶的漆前处理。以下,我们分三个方面进行探讨。
一、铁的表面性质
暴露在大气中的金属表面,不可避免地要受到氧、二氧 化碳、二氧化硫、硫化氢、水、氨,等气体的腐蚀。腐蚀是普遍存在的现象。在给定的状态下,金属能否自发地转化为另一状态——即腐蚀产物,其先决条件是产生 化学反应,伴随能量的释放。若转化反应释放能量,则此金属处于热力学的不稳定状态。该反应具有热力学推动力,腐蚀可自发进行。若转化反应需供给能量,则此 金属处于热力学的稳定状态。该反应不具有热力学推动力,腐蚀不能自发进行。包括铁在内的大部分金属都处于热力学的不稳定状态,都具有热力学推动力,所以都 不可避免地要受到腐蚀。钢桶用钢板的腐蚀介质是水和氧,其反应过程如下:
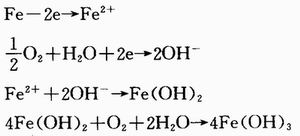
钢板受空气的侵蚀,会使表面氧化。这是由于钢板表面的铁原子夺取空气中的氧原子而生商嶔的氧化物,附在铁基体的表面,俗称铁锈。在高温下,钢铁材料更易与氧结合,钢桶用热轧板就具有经高温氧化的氧化皮。
1,热轧板
铁氧化物的厚度和构成,随着温度的不同而不同。在高 于900℃时形成铁磷状,其质硬脆,与铁基体具有较好的结合力,而且成三层结构:外层主要由含氧31.9%的三氧化二铁构成。此层的厚度在轧制一昼夜时为 氧化皮总厚度的4%左右;中间层主要由含氧为27.6%的四氧化三铁构成。此层厚度在轧制一昼夜时为氧化皮总厚度的36%左右;其余的60%为内层即直接 靠近铁基体的部分,由含氧为22.2%的氧化亚铁构成。
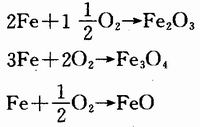
因钢桶用的热轧板是在高于900℃的温度下轧制成 的,所以它的氧化皮由通称为无水氧化铁的三氧化二铁、四氧化三铁、氧化亚铁构成。它呈黑蓝色与铁基体有较好的结合力。但是,当遇到空气中的潮气(即水份) 时,无水氧化铁就逐渐转化为氢氧化铁。油漆所用的溶剂均含有一定的水份。如:拷部标生产的醋酸乙酯含水O,3一o.7%,即使试剂级的醋酸丁酯含水也达 O,1%左右。因漆膜存在大量的微孔,这些微孔使得漆膜下的氧化铁能与大气沟通,所以即使在无水氧化铁表面涂上油漆,时间一长,无水氧化铁也会变成氢氧化 铁。在氢氧化铁生成过程中,其体积成倍增长。原来的无水氧化铁发生层与层之间的裂变,从而破坏了与铁基体的牢固结合。最后,成片壳起,脱落,附于其上的油 漆层也随之脱落,使得垮基体锈迹斑斑。还有,由于电位的不同在水份透过漆膜微孔进入铁基表面情况下,氧化亚铁、眵零化三铁和金属铁能形成腐蚀电池,在涂层 下很快腐蚀铁基体,加速了涂层的脱落。前文所说,油漆涂在未经前处理的热轧板制成的钢桶表面,在一段时间内附着力不错,这一段时间就是指无水氧化铁未转化 成氢氧化铁的那一段时间。一旦氢氧化铁转化过程开始,则油漆层的破坏也就开始,钢桶的锈蚀也就开始了。所以,对于热轧板钢桶,漆前有必要除去氧化皮,并进 行磷化处理。
2.冷轧板
冷轧板是在低于铁金属的结晶温度,使铁金属产生塑性 变形而制成的无锈的钢板。为了防锈,在其表面涂有防锈油。此防锈油是基础油(主要成份为矿物油、植物油、动物油等)中添加缓蚀剂和各种用途的辅助剂(如抗 氧剂、增粘剂、降凝剂、助溶剂等)构成的。在一定时期内,防锈油可保护冷轧板不被锈蚀,但给油漆施工带来了麻烦。若不去除此层防锈油,由于冷轧板基体较光 滑,油漆附着力不好,况且,铁基体通过漆膜微孔与外界的水份、氧气接触,也会生成体积成倍增大,结构较松散的氢氧化铁,从而也会破坏漆膜,使铁基体锈蚀。 所以,对于冷轧板钢桶在漆前去除防锈油后,一定要进行磷化处理。国外的桶厂与钢铁厂的供货时间衔接得很好,如日本桶厂,在制桶的当天,由钢铁厂将刚轧制好 的无,防锈油的冷轧板定时、定量送到,桶厂马上制成桶,马上进行除污和磷化,再行油漆,所以可以省去除油这一工序。
二、漆前处理
涂漆质量的好坏与漆前处理的质量关系很大。一般来说,我们钢桶的漆前处理,对热轧板钢桶来说,需进行去除氧化皮(除锈)和磷化;对冷轧板钢桶来说需进行去油和磷化。
1.除锈
除锈就是除去钢桶表面的锈迹、氧化皮及各种腐蚀产物。对于钢桶除锈来说,常用的方法:手工除锈、机械除锈和化学除锈等。
(l)手工除锈
手工除锈对于钢桶来说:就是用钢丝刷、砂布等工具除锈。劳强度大,效率低,质量差,适用于产量低的小型钢桶厂。
(2)机械除锈
机械除锈是用压缩空气或机械动力将丸料(如石英砂、 钢丸、铁丸、钢丝段、玻璃珠等)从喷咀高速喷出或经高速旋转叶轮打击在钢桶表面,借冲击、切削、磨刷等作用力除去锈迹和氧化皮,同时也可去除钢桶表面毛 刺、飞边和焊渣等。这种方法可使钢桶表面得到不同程度的粗糙度。适宜的粗糙度能增加涂层和金属的实际接触面积并提高附着力,但是粗糙增加到一定限度时,则 钢桶铁基表面的内应力增加,甚至可能形成小裂纹,从而损害了钢桶的强度。一般来说,适用于钢桶的机械除锈有喷砂、喷丸、抛丸等。
①喷砂:喷砂用的砂子要求有足够的硬度,不能混有油污,、泥土或石灰质。一般采用粒度在1-2mm左右的石英砂,干湿均可。喷射距离在0.5m,喷射角度45°-8O°为好,喷射用压缩空气为O.4一O.6MPa。
②喷丸:一般可用O.2~lmm粒径的铁丸或钢丸。喷射距离为O.2-0.5m,喷射角度为30°-90°,喷射用压缩空气为O.2-0.6MPa。
以上二法,可根据锈蚀的程度调整喷射压力和角度。喷 砂和喷丸能获得比较光亮和纹理较为细密的钢桶表面,但是由于喷砂和喷丸过程中产生大量的砂尘,严重影响操作工人的健康;并污染环境。由于钢桶表面会沉积较 多的灰尘,在磷化前还需进行除灰,所以此二法的应用受到了一定的限制。(喷砂机和喷丸机可定做)。
③抛丸:抛丸法是利用高速回转的叶轮将弹丸从抛丸器的叶片中甩拋到钢桶表面的除锈方法。此法效率高,质量好,动力消耗少,对于钢桶的机械除锈是个值得推荐的方法。
另外,若条件许可,也可以采用高压水喷射除锈,但此种方法较不易掌燎?尤其是高压水压力的调节,需视钢桶表面的锈蚀程度而定。压力太小除不掉锈,压力太大钢桶会变形,一般水压在20-75MPa范围内。
(3)化学除锈
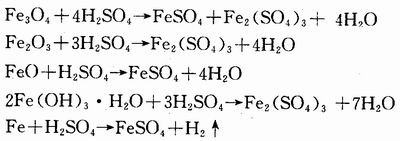
化学除锈主要是利用酸性溶液与钢桶表面的氧化物发生化学反应,使其溶解在酸性溶液中,以达到去除锈迹和氧化皮的目的。一般常用的酸性溶液有硫酸、盐酸、磷酸等无机酸和柠檬酸、酒石酸等有机酸。由于有机酸反应较慢,且还易产生其它副反应,所以用于除锈的多为无机酸。
当酸与钢桶表面氧化皮反应时,在溶解氧化铁的同时, 还透过疏松了的氧化皮孔隙和裂纹,使铁基体也部分地发生溶解,并折出氢。由于氢的自由压力,对没溶解而已相当疏松的氧化皮,起到了从基体表面剥离的作用. 氢的产生还起着对氧化铁的还原作用,可使不易于溶于酸的磁性氧化铁,还原成易与酸作用的氧化亚铁或纯铁,加速下酸洗除锈过程。
一般来说,使用硫酸、盐酸等强酸都能达到除去氧化皮 的目的。盐酸具有溶解氧化物能力大,溶解温度低(40℃以下),除锈速度较’决的优点,但也存在酸耗量较大,经常要调换,易放出有害的氯化氢气体的缺点。 磷酸酸洗除锈能对钢铁形成具有一定防蚀能力的保护膜,但除锈能力不如硫酸和盐酸,因此酸耗很大。由于其价格相对较高,所以不适宜作为大批量的除锈酸液,但 可作为有特殊要求的处理液组份。
硫酸溶液与铁氧化物生成氢的量要大于盐酸。25%浓 度的硫酸酸洗除锈的速度最快.一般使用的浓度在20%以内,过高的浓度能使金属过蚀。用硫酸除锈,成本较低,挥发较少。当温度提高时,在低浓度时也能进行 除锈,而且能加快除锈速度。但是,若时间控制不当,即使加入缓蚀剂,也能使钢铁产生过蚀。
常用无机酸酸洗除锈方法的比较:
| 酸的种类 |
优点 |
缺点 |
使用条件 |
| 硫酸 |
1、成本低。
2、当浓度低时可提高温度保持原有除锈力。 |
1、温度高易造成氢脆和过蚀。
2、处理时间比盐酸长。 |
1、浓度5-25%。
2、温度60-80度。
3、10%酸液中二价铁110g/L以下有效。 |
| 盐酸 |
1、除锈速度快。
2、氢脆影响比硫酸小。
3、可在常温下酸洗。 |
1、易放出氯化氢刺激味大。
2、酸耗量较大经常要调换。 |
1、浓度15-20%。
2、温度:常温-40度。
3、二价铁含量130-150g/L以下有效。 |
| 磷酸 |
1、不会产生过蚀或氢脆。
2、可形成有一定防蚀力的保护膜。 |
1、成本较高。
2、重锈不易去除。
3、酸液去锈效力下降快。 |
1、浓度15-20%。
2、温度40-80度。
3、二价铁含量30g/L以下除锈效果好。 |
硫酸酸洗化学反应如下:
(4)化学除锈液的添加剂
在化学酸洗过程中,有较多的氢气析出,特别是当酸直 接与铁金属基体反应时氢气的产生更为剧烈。这个过程使酸耗及金属损失过多,金属酸洗也因气泡的产生而不均匀。由于氢离子扩散至金属内部,导致金属的物理性 能变化,产生脆性,降低了韧性和延展性,这就是“氢脆”现象。析出较多的氢气易造成污染和危险。此外,在酸液过浓或酸洗时间控制不当时也易引起金属的过 蚀。
为了改善上述情况,应在酸液中加入缓蚀剂。
一般认为缓蚀剂是具有较大带正电荷分子的胶体颗粒物 质,能在铁金属基体表面形成一层吸附膜或难溶的保护膜,从而阻止酸与铁金属的继续反应而达到缓蚀。由于氧化皮和锈銹表面不具极性,所以不会产生这种保护 膜,因而缓蚀剂的加入只对铁金属基体产生缓蚀作用,而酸液与氧化皮及铁锈的反应是照常进行的。
缓蚀剂的加入增大了作为阴极的铁金属基体的氢超电压,抑制了氢气的过量产生,使基体金属受到保护,改善了氢脆和酸雾的飞逸,降低了酸耗,礴少了酸洗设备的腐蚀。
缓蚀剂的种类较多,主要有硫脲、若丁、乌洛托品等。其中以若丁的缓蚀作用最高,但只适用于酸洗周期较短的过程。应用较广的为硫脲。硫脲的添加量为硫酸量的0.05~0.1%。
另外,为了酸液的热稳定及加快酸洗过程,还可在酸液中加入1-6%的润湿剂如平平加、601洗涤剂等。
①硫酸质量:一般比重在1.75-1.84左右。若砷、二氧化硫、硫化氢等杂质过多,会降低酸洗速度,加速氢向铁金属基体的扩散,从而加剧铁金属的氢脆。
②酸洗液的配制:先按槽容量的3/4放入水量的 60%左右再缓慢加入硫酸,最后稀释至规定浓度。缓蚀剂和润湿剂需先用水调好后再加入。当酸洗温度在50-70℃之间时,硫酸的浓度可在10~25%之间 选择,浓度过低或过高都会减慢酸洗速度。当硫酸浓度高于85%左右时,硫酸与金属基体不起反应了,所以浓硫酸可以用铁制容器贮运。酸液的补充可通过酸碱滴 定测得硫酸的浓度来确定,也可按当硫酸浓度为is%,温度为60-70℃时,每酸洗100-160m2热轧板钢桶耗用30~60kg浓硫酸来估算。
⑧硫酸酸洗除锈工艺
硫酸酸洗除锈工艺可采用喷射法和浸渍法。为了安全和 节约投资,国内钢桶行业一般采用浸渍法。钢桶置于塑料网篮中,塑料网篮吊于可移动的吊车上,这样就可把钢桶浸入酸洗液中。除锈后,再依次进入后面的静水槽 及再后面的流动水槽清洗,然后进入最后的磷化工序。酸洗槽大多为钢板焊制,内衬塑料或玻璃钢。酸洗时间视锈蚀程度而定,一般为5~15分钟。
排放冲淋的酸性废水和废酸液时一定要用碱中和到PH接近7左右。
|

